4245703 헤비 듀티 씰 교체용 히타치 ZX870, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 중국 기계식 씰 회사, 최종 드라이브 플로팅 씰 중국

76029105 케이스용 듀오 콘 씰 New Holland BULDOZER FH175 브릿지, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

CAT 123-0639 기계식 금속 페이스 씰 어셈블리, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 중장비 씰 공급 업체, 기계적 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

CAT 735/740 굴절식 운반 트럭 기계적 씰 어셈블리 363-4457, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

Fiat Allis FX 250 플로팅 씰 듀오 콘 씰 교체 4989862, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 중장비 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

297-9546 플로팅 씰 고품질 헤비 듀티 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계면 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

314-4120 CAT 건설 실리콘 고무가 포함된 플로팅 씰 헤비 듀티 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

Hy-Dash 최종 드라이브가 장착된 TZ850A-1010 PC60-7 굴삭기, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 중국 기계식 씰 회사, 최종 드라이브 플로팅 씰 중국

DANA 273 액슬 듀오 콘 씰 부품 번호 2106610, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

농업 기계 용 평생 페이스 씰 CR3307, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계적 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

655973C91 중장비 기계용 DF 기계식 페이스 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 중장비 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

ZF 헤비 듀티 씰 부품 번호 501325341, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 중국 기계식 씰 회사, 최종 드라이브 플로팅 씰 중국
히타치 헤비 듀티 씰 4344155 4350347 내한성 고품질 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

괴체 헤비 듀티 씰 76.90H-70 고 저항 플로팅 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계적면 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

RVTON 기계 효율적인 플로팅 씰 설치 도구, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 중장비 씰 공급 업체, 기계적면 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

SKF CR93115 헤비 듀티 씰 중국 OEM 공장 공급 업체, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 중국 기계식 씰 회사, 최종 드라이브 플로팅 씰 중국

볼보 헤비 듀티 씰 11102569 XY 유형 R1920XY 플로팅 씰, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

1M8746 518 스키더용 CAT 플로팅 씰 교체, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계식 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국
히타치 대형 주식이 있는 플로팅 씰 공장 교체 부품 번호 4092483, 플로팅 씰 제조업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 헤비 듀티 씰 공급 업체, 기계적면 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

세르코 GNL 5470 기계식 금속 페이스 씰 중국 듀오 콘 씰 공급 업체, 플로팅 씰 제조 업체, 중국 듀오 콘 씰 공장, 중국 씰 그룹 회사, 중국 플로팅 오일 씰 공급 업체, 여행 모터 씰 공급 업체 중국, 중국 중장비 씰 공급 업체, 기계적 페이스 씰 회사 중국, 최종 드라이브 플로팅 씰 중국

현대 건설, 광업 및 농업 작업은 고강도, 24시간 작업으로 전환하고 있으며, 핵심 기계 부품의 내구성과 안정적인 성능에 대한 엄격한 요구 사항이 적용됩니다. 심한 먼지, 진흙, 변덕스러운 온도 등 혹독한 작업 환경은 부품 마모 및 장비 고장을 쉽게 일으키므로 고품질 밀봉 기술이 지속적인 기계 작동을 보호하는 데 중요한 장벽이 됩니다.

지속적인 운영 마모, 잦은 장비 가동 중지 시간, 부족한 고급 예비 부품 공급으로 인해 전 세계 건설, 광업 및 농업 기계 부문이 오랫동안 어려움을 겪었습니다. 산업 장비가 전 세계적으로 더 가혹한 작업 조건과 더 높은 부하 강도에서 작동함에 따라 내구성이 뛰어나고 정밀하게 설계된 씰링 구성 요소가 기계 안정성과 서비스 수명을 결정하는 핵심 요소가 되었습니다.

글로벌 산업 운영에서 더 높은 효율성, 가동 중단 시간 감소, 장비 수명 연장을 요구함에 따라 특수 밀봉 기술의 역할이 그 어느 때보다 중요해졌습니다. 황시 Rviton 씰링 산업에서 20년 이상의 전문 지식을 보유한 중국 최고의 제조업체인 Machinery Co., Ltd.는 글로벌 유통 네트워크 확장을 발표했습니다. 회사는 첨단 Mechanical Face Seal 포트폴리오를 북미, 유럽 및 아시아 태평양 전역의 주요 시장에 제공하여 건설, 광업, 농업 및 재생 에너지 분야의 중요한 밀봉 문제를 해결할 예정입니다.
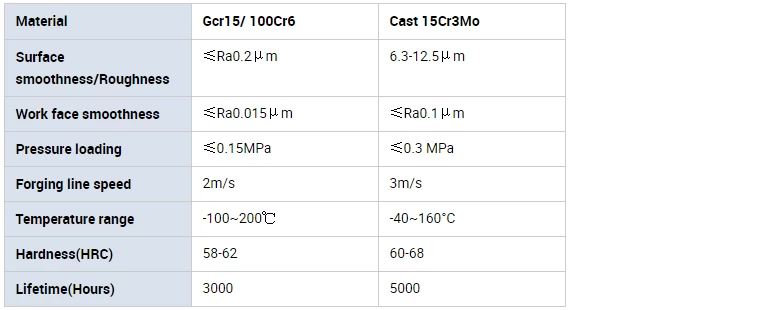
저속, 가벼운 윤활유의 조건 하에서, 내부 및 외부 압력 차이가 크고 축 방향 클리어런스 또는 스윙이 큰 경우, 일반적으로 씰의 신뢰성을 보장하기 위해 접촉 표면 비압이 증가합니다. 고속 조건에서, 윤활유는 원심력의 작용에 따라 밀봉 표면으로부터 버려지고, 밀봉 표면에 윤활이 결여되고, 원심력은 플로팅 실 링의 밀봉 표면을 상승시키고 롤업하며, 밀봉 표면이 특정 압력 증가와 접촉하도록 후면 콘 표면의 각도를 증가시킨다. 이 두 가지 이유 때문에 밀봉 표면이 쉽게 손상 될 수 있습니다. 따라서, 높은 선형 속도 또는 높은 주위 온도의 조건 하에서, 일반적으로 밀봉 표면의 접촉 압력을 감소 시키도록 선택된다.
최대 플로팅의 최대 선형 속도 인 그리스플로팅 오일 시일의 선 속도는 일반적으로 베어링 강의 베어링 링의 경우 1m / s 이하, 캐스트 링의 경우 3m / s 이하이어야하며 링의 재질에 따라 다릅니다. . 연속 작동이 필요한 경우 선형 속도는 1.8m / s를 초과하지 않는 것이 좋습니다. 밀봉 매체 오일 시일이 0.5m / s를 초과 할 수없는 경우.